|
|
|
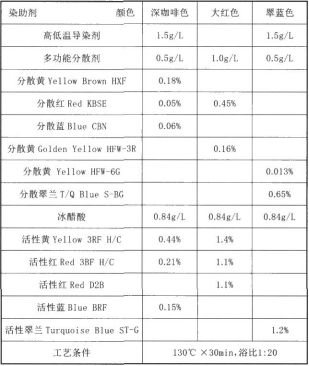
高效短流程涤/棉一浴一步法染色工艺开发2022-01-11 左凯杰 张国成 王存山 常州旭荣针织印染有限公司 左凯杰 张国成 王存山 东华大学化学化工与生物工程学院 纺织面料技术教育部重点实验室 何瑾馨 摘要:针对传统涤/棉针织物染色生产流程长、用水量大、能耗高等问题,本文采用阳离子改性技术对涤/棉织物进行阳离子改性,然后采用分散/活性一浴一步法染色,其布面效果良好,水洗牢度达到4缎,汗渍牢度达到3~4 级以上,千磨擦牢度4~5级,湿磨擦牢度3级以上,唯日晒牢度仅2.5级,同时其针对大肠杆菌、金黄色葡萄球菌、白色念珠菌的抑菌率分别达到99.72;、96.4%、96.2%,此外该工艺具有显著的节水、节时及降低废水色度、电解质含量的效果。 关键词:一浴一步染色;阳离子改性;牢度;抗茵;节能减排 传统的涤/棉针织物染色多采用两浴两步法,即前处理后先染涤纶、还原洗,再套染棉、皂洗,生产品质较稳定,但存在生产流程长、用水量大、能耗高等问题,因此为了推动印染行业的节能减排,针对涤/棉针织物染色开发出了多种短流程工艺。李波[1]选用耐电解质分散染料与中性活性染料对涤/棉织物进行一浴一步法染色,工艺时间大大缩短,牢度与两浴法相同,但两种染料均需做特别筛选:何建永[2] 等人选用碱性分散染料与一浴多功能助剂,将前处理与染涤同浴进行,之后单独套棉、皂洗,减少了前处理过程,牢度也可满足要求;也有人采用先染涤,然后精练,再套染棉、皂洗的工艺,可以省去还原洗过程,缩短生产时间[3]。 与上述工艺不同,我司利用阳离子改性技术对涤/棉混纺织物中的棉组分进行阳离子改性,然后采用分散/活性染料一浴一步法染色工艺染色,之后用还原皂洗剂皂洗,开发出一套高效短流程染色工艺,具体如下。 1试验 1.1材料及仪器 材料 涤/棉混纺单面布(比例40/60),其中纱线规格为26S,面料克质量l80g/m2。 染料 分散黄Yellow Brown HXF、分散黄Golder Yellow HFW-3R,分散黄Yellow HFW-6G(精联贸易有限公司);分散红RedKBSE、分散蓝Blue CBN(江苏德旺化工工业有限公司);分散翠兰T/QBlueS-BG( 合秦贸易有限公司);活性黄Ye110W3RFH/C、活性红Red3BFH/C(精联贸易有限公司):活性红RedD2B、 活性蓝BlueBRF(江苏德旺化工工业有限公司);活性翠兰TurquoiseBlue ST-G(无锡金景化工产品有限公司):阳离子改性剂剂DVR-100(深驯市迪威科技有限公司) 仪器 50kg高温高压溢流染色机(台湾东庚) ;耐洗色牢度试验机SW-24A II(温州大荣纺织仪器有限公司);汗渍色牢度测试仪(温州市大荣纺织仪器有限公司;摩擦色牢度试验仪M238BB(上海鼎徽仪器仪表设备有限公司);日晒色牢度测试仪(温州大荣纺织仪器有限公司)。 1.2染色工艺 1.2.1阳离子改性工艺 阳离子改性剂DVR-100 35g/L:烧碱(液碱) 30g/L;渗透剂2g/L:温度80℃;时间40min;浴比1﹕20; 1.2.2精练工艺 改性结束后排液,无需水洗,可重新进水, 充分利用残留的碱剂进行精练,工艺如下:双氧水(27.5%) 5g/L;双氧水稳定剂0.5g/L;精练乳化剂lg/ L:温度98℃;时间30min;浴比1:20。 精练后,进行正常的酸洗、除氧。 1.2.3染色工艺 表1 各颜色染助剂配方
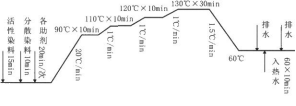
以翠蓝色为例,染色工艺曲线如下:
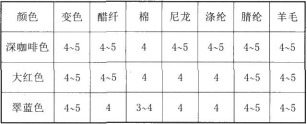
图1 涤棉一浴染色工艺曲线 2结果与讨论 2.1布面情况 按照上述工艺染色结束后,对每匹布的布面情况进行了检验,如表2所示: 表2 布面情况表
由表2可知,采用本工艺对涤棉进行一浴一步染色后,分散染料、活性染料分别上染涤纶和棉纤维的状况良好,且能基本达到同等深度:同时应注意,由于织物经过阳离子改性,其改性的均匀程度与染色色花之间有很大关系,一般来讲,平幅冷轧堆改性的均匀性优于缸内绳状改性,但由于生产条件限制,本工艺开发采用了缸内绳状改性,但由于浴比较大,改性也是均匀的,若是采用低浴比染色设备,则应该调整机台的工艺参数,并特别观察改性的均匀程度。 此外改性后的棉纤维对于活性染料阳离子的亲和力大大增加,因此需要控制活性染料加料速度、织物运转速度以及初始阶段的升温速率,通过以上工艺条件的优化,可以有效解决色花问题。 2.2牢度 按照常规客户的测试项目测试水洗牢度、汗渍牢度、干/湿摩擦牢度,同时考虑到阳离子改性可能会对日晒牢度造成影响,故加测日晒牢度,结果如下: 表3 水洗牢度
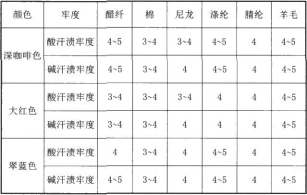
备注:水洗牢度按照AATCC 61-2013标准测试 从表3可以看出,采用新工艺染色后,织物的水洗牢度基本可以达到4级以上(仅翠蓝色棉沾色为3—4级),水洗牢度优良。推测其原因可能是棉纤维经阳离子改性后,其与活性染料结合方式由以共价键为主转变为以离子键为主,而活性染料与阳离子改性剂大分子形成的离子键键长大于活性染料与纤维素分子形成的共价键键长,故较为牢固。 表4 汗渍牢度
备注:汗渍牢度按照GB/T 3922-2013标准测试 人体汗液的组成很复杂,含有不同的氨基酸、有机羧酸和糖分等,汗液依人体体质的不同,有的呈弱酸性,有的呈弱碱性,但以弱酸性居多[4],故在测试汗渍牢度时,会分别测试酸汗渍牢度和碱汗渍牢度。从表4可以看出,采用新工艺染色后,织物的耐汗渍牢度至少可以达到3~4级,满足<GB1840卜2010国家纺织产品基本安全技术规范》中对于A等品的规定。
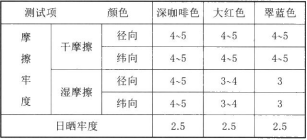
表5 摩擦及日晒牢度
备注:摩擦牢度按照GB/T 3920-2008标准测试,日晒牢度按照 AATCC 16-2012标准测试 从表5可以看出,采用新工艺染色后,织物的干摩擦牢度经、纬向都可以达到4~5级,湿摩擦牢度则分别达到4~5级、3~4级和3级,较我们常规的传统工艺有所改善,主要是由于阳离子改性剂在与棉纤维反应的同时,自身也会形成一定的网状交联,避免了棉纤维在摩擦时的脱落。但是由于阳离子助剂的存在,会参与活性染料的光褪色反应,因此导致日晒牢度降低,普遍只有2.5级,因此该工艺不能用于生产对日晒牢度要求较高的订单。 2.3抗菌性 表6 织物抗菌性能
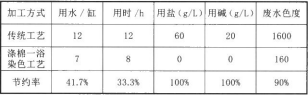
备注:抗菌性能按照FZ/T 73023-2006标准测试 从上述三种染色织物中选取翠蓝色面料进行抗菌性测试,其20次水洗后抑菌率如表6所示,经过阳离子改性后的涤棉织物对于大肠杆菌、金黄色葡萄球菌、白色念珠菌的抑菌率分别达到99.7%、96.4%、 96.2%,说明对于革兰氏阳性菌、革兰氏阴性菌、真菌具有均有良好的抑菌效果;同时,由于阳离子大分子己按枝在棉纤维上,因此耐洗性也大大提高,优于常规的抗菌后整理。 2.4节能减排 本工艺对棉纤维进行阳离子改性后,染色工艺与传统工艺相比大大缩短,如上述图1翠蓝色涤棉一浴染色工艺所示,同时以翠蓝色为例,统计涤棉一浴染色工艺与传统染色工艺相比节能减排数据如下: 表7 节能减排数据表
从表7可以看出,采用新工艺后,染色用水减少5 缸,节约41.7%:从生产用时方面来讲,虽然有增加阳离子改性时间,但是减少了棉染色时间以及染棉后的酸洗中和,故染色时间较传统工艺下降33.3%,此外阳离子改性过程亦可采用冷轧堆工艺,不仅改性均匀度高,而且可使用水量、生产时间、助剂用量进一步降低;由于采用阳离子改性,染色过程已完全无需盐促染、碱固色,故染色废水中电解质含量大大降低,有利于减轻中水回用及污水处理难度{采用本工艺染色后,活性染料上色率大幅提高,故从废水色度对比来看,色度可以降低90%,保守估计活性染料利用率提高15%~20%。 3小结 从染色产品的成品布面及各项牢度来看,采用阳离子改性后涤棉一浴一步染色工艺,布面效果及牢度良好,满足客户需求,同时具有节水、降低污染物(电解质、色度)排放的效果,并还可从以下几方面改善: (1)有条件的厂家可以采用冷堆平幅前处理做阳离子改性,可以进一步降低耗水及成本: (2)阳离子改性过程中碱、阳离子改性剂用量较高,应做进一步的开发,降低用量,提高利用率; (3)改善产品的日晒牢度。 目前,各种节能减排的技术不断推陈出新,作为印染企业的技术人员,要勇于尝试,探索各种工艺的优缺点,进而实现本厂工艺的不断优化、进步。 参考文献: [1]李波.涤棉混纺针织物一浴一步法染色工艺[J]针织工业.2013,2: 57-59. [2]何建永、夏继平等,涤/棉针织布漂棉染涤一浴工艺[J].印染,201 7,17:20-23. |